Help with changes to bridge feedrate multiplier
Posted by jeffwilson
|
Help with changes to bridge feedrate multiplier November 19, 2011 11:41AM |
Registered: 13 years ago Posts: 32 |
I'm working through the [reprap.org] page and have gotten steadily improving results in the first several steps. I am now working on bridging, and the calibration instructions do not seem to work for me. I am using Pronterface with SF41 and Marlin FW, printing PLA.
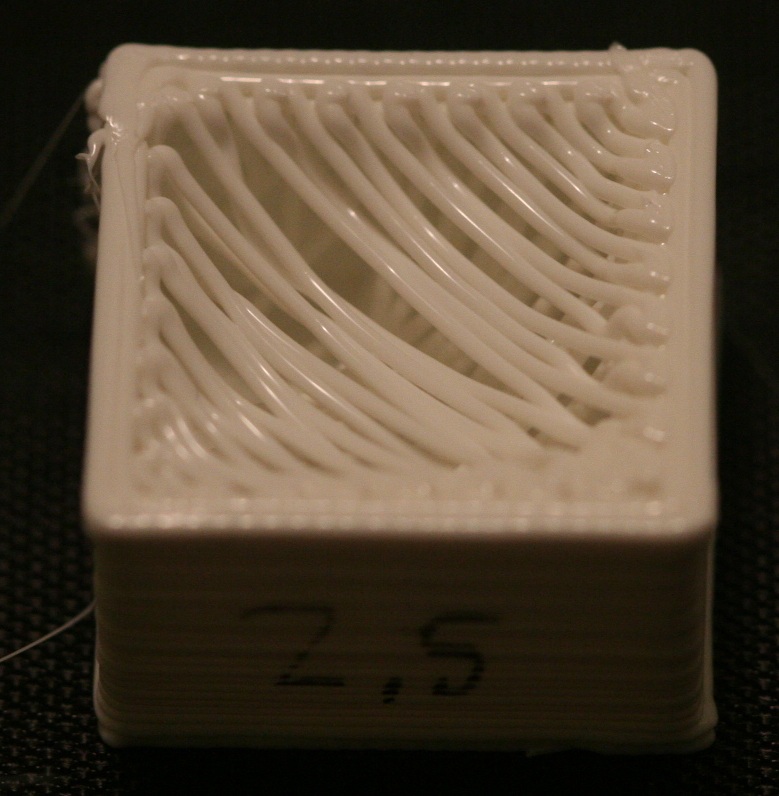
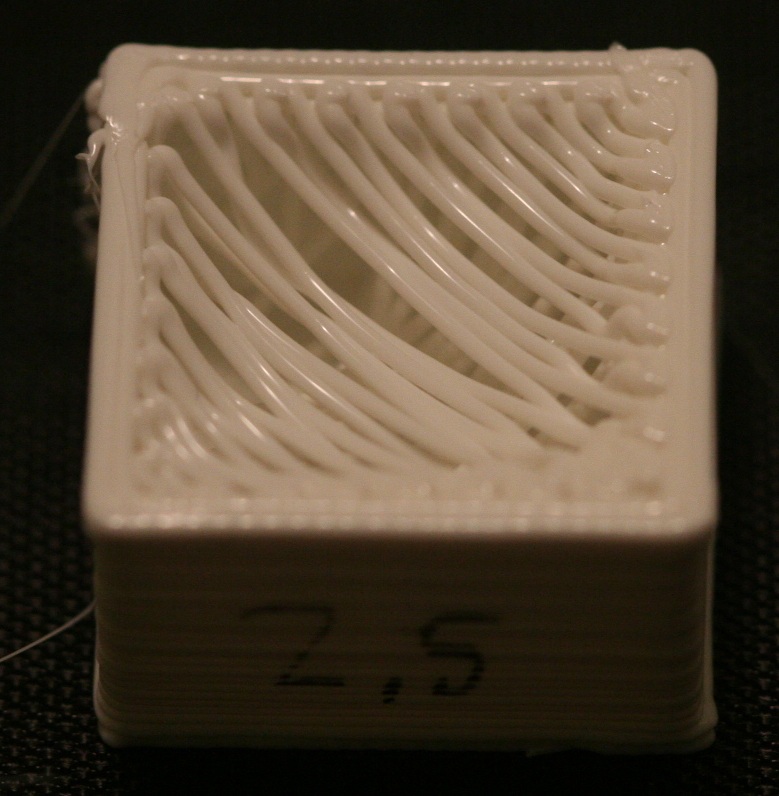
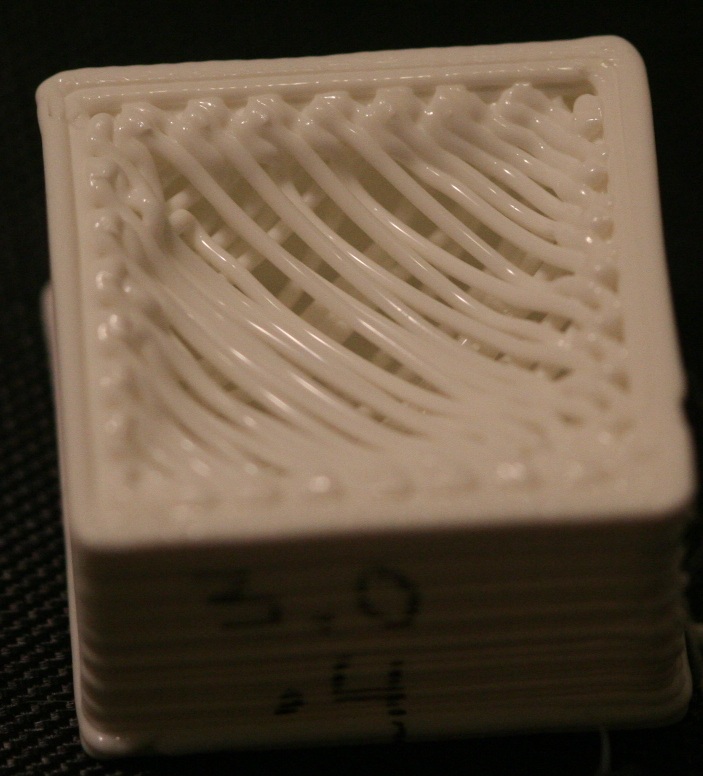
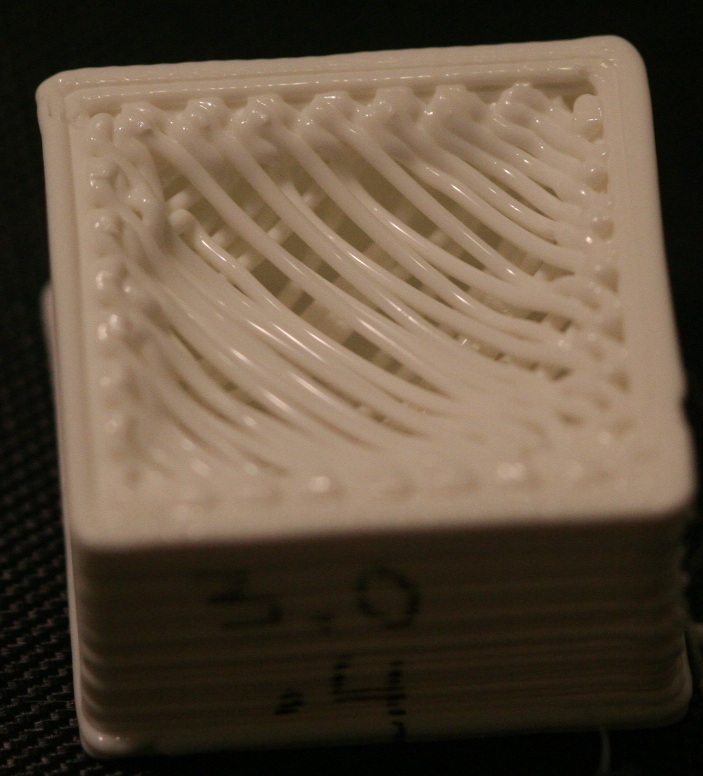
I started with bridge feed rate multiplier at 1.0 and bridge flow rate multiplier at 1.0, and am printing the 20mm hollow calibration cube from the bridge section of the calibration page. I am using 2 solid layers at the top and bottom of my prints, so the thickness of the bridge I'm trying to build is 2 layers.
I got significant droop with the 20mm hollow cube, the first solid row nearly touched the base of the print, and the second row sank in not quite as far, but looked pretty bad. I started increasing feed rate multiplier by 0.1 per print (from calibration instruction page) and after 5 iterations (feedrate ration = 1.5) I did not see any improvement. I went to 2.2 feed rate multiplier, then to 2.5, then to 3.0 all with seeing no noticeable change in the droop. I also noticed that none of these changes made the print head appear to speed up at all during the top 2 layers of the print.
Next I figured maybe the bridge flow rate multiplier might have some effect, so I started decreasing it thinking that it would stretch the filament tighter across the gap. I reduced it from 1.0 to 0.7 with no noticable change, then a further decrease to 0.4 with no change. With flow rate multiplier at .4 I noticed no change in filament thickness or in overall performance. All results are close enough to the original 1.0 and 1.0 settings to assume that none of my changes are taking effect.
I do have 'activate speed' and 'activate flow rate' checked in the speed section of craft. I'm wondering if there are any other settings that could interfere or over-rule my settings for bridge flow/feed rates.
I have attached my PLA profile, and a few photos of the calibration prints.
I started with bridge feed rate multiplier at 1.0 and bridge flow rate multiplier at 1.0, and am printing the 20mm hollow calibration cube from the bridge section of the calibration page. I am using 2 solid layers at the top and bottom of my prints, so the thickness of the bridge I'm trying to build is 2 layers.
I got significant droop with the 20mm hollow cube, the first solid row nearly touched the base of the print, and the second row sank in not quite as far, but looked pretty bad. I started increasing feed rate multiplier by 0.1 per print (from calibration instruction page) and after 5 iterations (feedrate ration = 1.5) I did not see any improvement. I went to 2.2 feed rate multiplier, then to 2.5, then to 3.0 all with seeing no noticeable change in the droop. I also noticed that none of these changes made the print head appear to speed up at all during the top 2 layers of the print.
Next I figured maybe the bridge flow rate multiplier might have some effect, so I started decreasing it thinking that it would stretch the filament tighter across the gap. I reduced it from 1.0 to 0.7 with no noticable change, then a further decrease to 0.4 with no change. With flow rate multiplier at .4 I noticed no change in filament thickness or in overall performance. All results are close enough to the original 1.0 and 1.0 settings to assume that none of my changes are taking effect.
I do have 'activate speed' and 'activate flow rate' checked in the speed section of craft. I'm wondering if there are any other settings that could interfere or over-rule my settings for bridge flow/feed rates.
I have attached my PLA profile, and a few photos of the calibration prints.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Help with changes to bridge feedrate multiplier November 20, 2011 06:24PM |
Registered: 13 years ago Posts: 1,352 |
- Make sure the changes are reflected in gcode: check a proportional change in speed (feed) and E numbers (flow) that are say conformant to the change in settings. Or is it that SF doesnt make the changes, e.g. changing the settings have no impact on gcode produced?
- If gcode produced is correct, then maybe check if your firmware has max speeds which would limit the rate multipliers. Or maybe something with acceleration profile doesnt let the speed increase to the desired value.
Edited 1 time(s). Last edit at 11/20/2011 06:29PM by NoobMan.
- If gcode produced is correct, then maybe check if your firmware has max speeds which would limit the rate multipliers. Or maybe something with acceleration profile doesnt let the speed increase to the desired value.
Edited 1 time(s). Last edit at 11/20/2011 06:29PM by NoobMan.
|
Re: Help with changes to bridge feedrate multiplier November 21, 2011 06:09PM |
Registered: 13 years ago Posts: 32 |
I compared three of the above calibration objects. One was made with 1.0 feedrate multiplier and the other was made with 2.0 feedrate multiplier. As an exaggeration I made one with 5.0 feedrate and 2.0 flowrate multipliers. I saw no difference of any of the lines I compared in any of the three gcode files.
I have successfully made changes to other parameters and had them take effect. Is there any additional information I can provide to better describe my problem with bridge speed?
I have successfully made changes to other parameters and had them take effect. Is there any additional information I can provide to better describe my problem with bridge speed?
|
Re: Help with changes to bridge feedrate multiplier November 22, 2011 10:10AM |
Registered: 13 years ago Posts: 1,797 |
I think your overall flow rate is set too high. lower flow rate and decrease thickness parameter.
make sure stepper motor is always enabled in firmware as well, this prevents back pressure from turning extruder backwards, loosing pressure.
to keep things working ok, lower flow rate multiplier, as this is more precisely controlled with stepper.
feedrate is different than flow rate. at some point your feedrate will not go faster because of firmware speed limits. There are times when bridge feed rate even without the multiplier is at max feedrate of machine. also plastic stretches more at high temp and shrinks more at higher temp as well.. for bridging over short distances in the old days with a dc extruder feedrate speed was the only way to stretch the plastic. now with 5d code the extruder ratio is tied in with the steppers on the other axis, up to max speed of axis
you could possibly lower your temp, witch means changing a lot of settings, or lower feed rate to 0.8 and flow rate to 0.35 i think your plastic temp is high, and your stretch will allow it to be thin, also it seems like your carve thickness should be thinner at least for fill.
so try 0.8 feedrate for bridge and a lower flow rate as well, this will cause plastic to stretch, if it still sags and does not stretch enough then lower the flow rate for bridging , do not increase feed rate.
also change your ooze settings, if you have the dimensions tab option in sfact then ozerate above 75 mm a minute, for example i set mine to 125mm/minute.
make sure stepper motor is always enabled in firmware as well, this prevents back pressure from turning extruder backwards, loosing pressure.
to keep things working ok, lower flow rate multiplier, as this is more precisely controlled with stepper.
feedrate is different than flow rate. at some point your feedrate will not go faster because of firmware speed limits. There are times when bridge feed rate even without the multiplier is at max feedrate of machine. also plastic stretches more at high temp and shrinks more at higher temp as well.. for bridging over short distances in the old days with a dc extruder feedrate speed was the only way to stretch the plastic. now with 5d code the extruder ratio is tied in with the steppers on the other axis, up to max speed of axis
you could possibly lower your temp, witch means changing a lot of settings, or lower feed rate to 0.8 and flow rate to 0.35 i think your plastic temp is high, and your stretch will allow it to be thin, also it seems like your carve thickness should be thinner at least for fill.
so try 0.8 feedrate for bridge and a lower flow rate as well, this will cause plastic to stretch, if it still sags and does not stretch enough then lower the flow rate for bridging , do not increase feed rate.
also change your ooze settings, if you have the dimensions tab option in sfact then ozerate above 75 mm a minute, for example i set mine to 125mm/minute.
|
Re: Help with changes to bridge feedrate multiplier November 22, 2011 09:29PM |
Registered: 13 years ago Posts: 1,352 |
Jeff, your bridge settings are roof sky and indeed they make no difference on object.
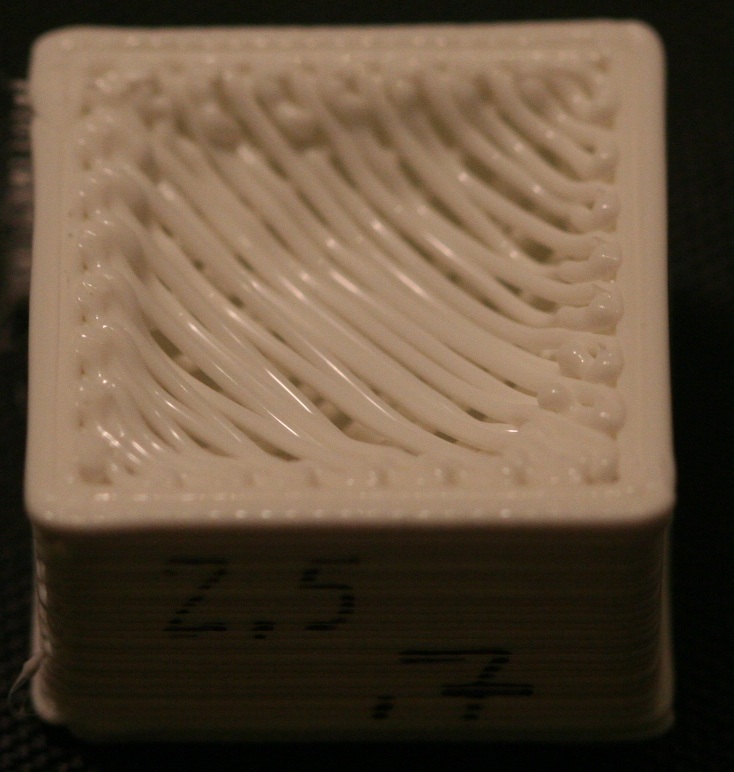
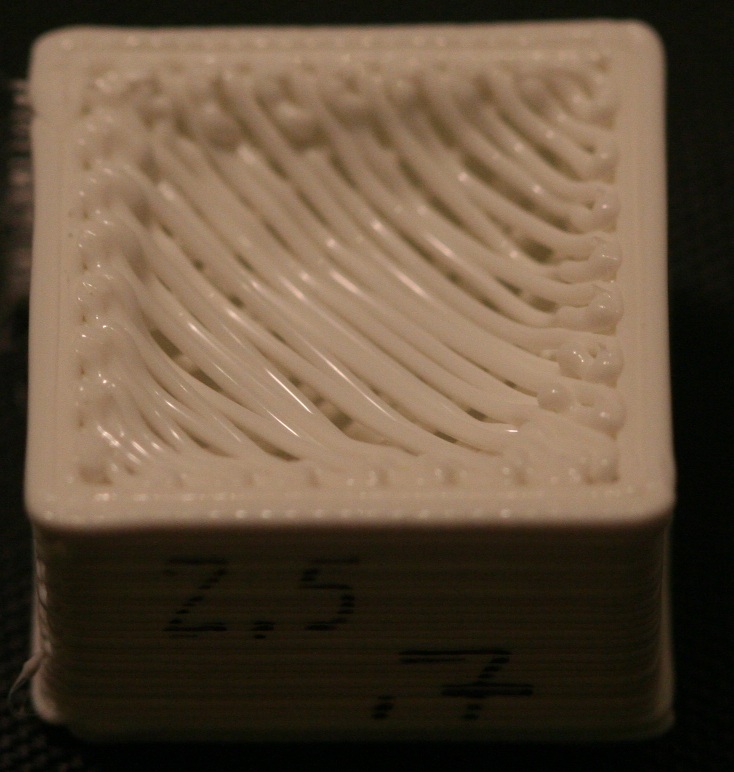
Now at second look at your picture i notice something interesting, its a catch. When SF does a bridge layer, it does it with only one perimeter and no loops, regardless of any other settings. You have 2 lines there at perimeter which appear like a 1.8perim and 1.5 loop. So, dunno why, but i guess that layer was not considered a "bridge" layer, hence it has no bridge settings in it. I think you should try another object with a gap in it.
My simple interpretation is that feed is the movement speed and flow is the filament deposition rate modifiers and 1.0 is the normal print settings. Related to my settings, i use in sf something like 1.2 Feed and 1.0 Flow, and even with these small changes i can notice a good visual difference. I find for me that any more difference gives negative effects: e.g. for some layers that are like interface/bridge layers which sf makes after closing a gap, if settings are too high that layer might end up shorter and worse than others, which freaks up the layers above or even might become a weakness in the object.
So normal object i set 1.2 & 1.0 and only if its a specific bridge object with an significant bridge i go like 1.3 & 0.8 or more. I think their effect is combined, so i think of speed first, and stretch after from that. E.g. 1.3-0.8 could be about same stretch effect as 1.5-1.0, only the latter just happen faster.
Now at second look at your picture i notice something interesting, its a catch. When SF does a bridge layer, it does it with only one perimeter and no loops, regardless of any other settings. You have 2 lines there at perimeter which appear like a 1.8perim and 1.5 loop. So, dunno why, but i guess that layer was not considered a "bridge" layer, hence it has no bridge settings in it. I think you should try another object with a gap in it.
My simple interpretation is that feed is the movement speed and flow is the filament deposition rate modifiers and 1.0 is the normal print settings. Related to my settings, i use in sf something like 1.2 Feed and 1.0 Flow, and even with these small changes i can notice a good visual difference. I find for me that any more difference gives negative effects: e.g. for some layers that are like interface/bridge layers which sf makes after closing a gap, if settings are too high that layer might end up shorter and worse than others, which freaks up the layers above or even might become a weakness in the object.
So normal object i set 1.2 & 1.0 and only if its a specific bridge object with an significant bridge i go like 1.3 & 0.8 or more. I think their effect is combined, so i think of speed first, and stretch after from that. E.g. 1.3-0.8 could be about same stretch effect as 1.5-1.0, only the latter just happen faster.
|
Re: Help with changes to bridge feedrate multiplier November 23, 2011 07:50AM |
Registered: 13 years ago Posts: 32 |
Thanks so far for the information, I have a few things to try now. I will hopefully be able to post that I have fixed the problem by the end of the holiday weekend. It's been a week that has not left much time for tinkering, so I have not yet been able to get much progress... Soon I will be back at it 
|
Re: Help with changes to bridge feedrate multiplier November 23, 2011 10:24AM |
Registered: 13 years ago Posts: 1,352 |
I feel like i should repeat what i am saying because i think i have been misinterpreted as i usually get it difficult to express.
So to put things again - there is no problem to fix. The object seems to have no bridge in it, so thats why bridging settings didnt made any difference. You only need to try with an object that SF properly sees as it needs a bridge - thats all.
Right after slicing, check layers and look for a layer that has only a single outer line and 100% infill in one direction, usually perpendicular to bridge driection. Thats sort of a bridge layer. Even that single outer line is done at bridge settings and not the usual perimeter settings, e.g. that outer line is *not* the normal perimeter, but its part of the bridge, in the sense that entire layer has same settings, outer line included and executed about same way as infill lines.
So to put things again - there is no problem to fix. The object seems to have no bridge in it, so thats why bridging settings didnt made any difference. You only need to try with an object that SF properly sees as it needs a bridge - thats all.
Right after slicing, check layers and look for a layer that has only a single outer line and 100% infill in one direction, usually perpendicular to bridge driection. Thats sort of a bridge layer. Even that single outer line is done at bridge settings and not the usual perimeter settings, e.g. that outer line is *not* the normal perimeter, but its part of the bridge, in the sense that entire layer has same settings, outer line included and executed about same way as infill lines.
|
Re: Help with changes to bridge feedrate multiplier December 15, 2011 11:43PM |
Registered: 12 years ago Posts: 2 |
Any luck with that, Jeff (or others)? I'm getting the same problem. I make changes to my bridge feed and/or flow rates, and the changes have no effect on my gcode. (Except for the timestamp and setting metadata.  )
)
I have verified that the layer in question does get interpreted as a bridge layer (i.e. it is a full layer of parallel infill in the direction of the bridge).
I'm using SF 45. I'd be happy to post my gcode or settings (or images of my spaghetti-like prints) if they'd be helpful.
)I have verified that the layer in question does get interpreted as a bridge layer (i.e. it is a full layer of parallel infill in the direction of the bridge).
I'm using SF 45. I'd be happy to post my gcode or settings (or images of my spaghetti-like prints) if they'd be helpful.
|
Re: Help with changes to bridge feedrate multiplier December 16, 2011 08:08AM |
Registered: 13 years ago Posts: 32 |
Sorry, only registered users may post in this forum.